




- SERIE GS MILL
- Fresa end mill para el procesamiento de materiales duros
List
{kind=link}
Uso del producto
- Recubrimiento de laminación a base de AI-Ti-Cr "Recubrimiento duro GS" que contiene una gran cantidad de aluminio que aumenta la resistencia a la oxidación a los 1100°C incrementándola tres veces más que otros productos anteriores, mejorando específicamente la resistencia al calor y a la abrasión en procesamientos de alta velocidad
- La rugosidad superficial de la superficie es muy suave como el revestimiento GS existente, lo que reduce la resistencia a la fricción durante el corte.
- Medición de partículas ultrafinas de alta dureza se han desarrolladas recientemente con aleaciones de metales duros con bajo contenido de Co para mejorar la resistencia del material principal inhibiendo la deformación plástica fina que se produce durante el procesamiento a alta velocidad y mejorando la durabilidad.
- La nueva forma única de la sección transversal combina la evacuación de viruta y la rigidez de la herramienta
- Para procesamiento duro (Radius)/Esquina R, se convierte en una serie con resistencia mejorada a la rotura
- Se aplica resistencia dura (bola)/al calor, así como un revestimiento con excelente lubricidad y una pieza de bola de aproximadamente ± 3–7 µm. Los materiales de alta dureza se pueden terminar con precisión en un procesamiento continuo
Configuración de la serie


GS MILL Hard (Cuadrado/Bola)
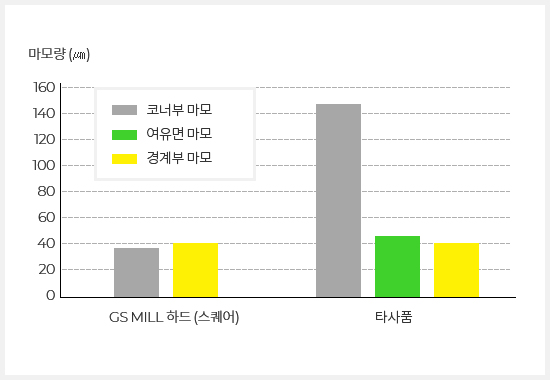
Rendimiento de corte (6 cuchillas ¢ 10 lados mecanizados)
| Material de trabajo | SKD61 (53HRC) |
|---|---|
| Herramientas utilizadas |
vc=20m/min, fz=0.025mm/t, GSH 6100SF (ø10) |
| Longitud de corte | 75m |
| Condiciones de corte |
vc=800m/min (n=25,460min-1) z=0.07 mm/t (f=10,500mm/min) ap=10mm, ae=0.2mm Corte en seco (soplado de aire) hacia abajo |
GS MILL Hard (bola)

Casos de uso (piezas de vehículos forjadas con precisión)
| Material de trabajo | SKH51 62HRC |
|---|---|
| Herramientas utilizadas |
GSBH 20300SF (R3) |
| Longitud de corte | 150m |
| Condiciones de corte |
vc=75m/min (n=4,000min-1) n=4,000min-1 fz=0.075 mm/t (f=600mm/min) ap= 0.16mm pf=1mm |